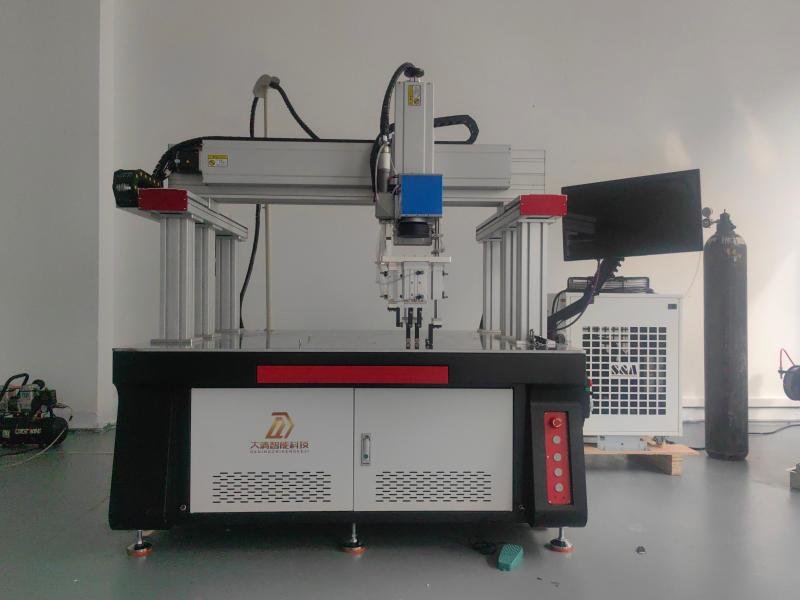
ROBOT LASER WELDING
WORKSTATIONS --
5× FASTER. FULLY AUTOMATED.
For high-volume structural welding on automotive components, metal furniture, and steel construction elements -- with consistent weld quality across every production shift.
BUILT FOR HIGH-VOLUME
STRUCTURAL WELDING
When manual or semi-automatic welding can no longer keep up with your production targets or quality requirements, Daqing robot laser welding workstations provide the answer.
Integrated arc-start stabilization, intelligent wire retraction, and crater-fill functions eliminate the three most common weld defects -- porosity, cracking, and wire sticking. Multi-sensor monitoring and automatic temperature control ensure every weld meets consistent specifications across single or dual-station configurations.
Designed for automotive flywheel assemblies, battery BUSBAR connections, structural steel fabrication, and metal furniture production -- each workstation is backed by a custom non-standard fixture design, PLC integration, and Daqing's 6-stage quality assurance protocol before shipment.
MODEL COMPARISON:
DQ-PTF SERIES
Three power configurations to match your material thickness, production volume, and automation requirements. All models support single-station and dual-station layouts with PLC integration.
| Specification | DQ-PTF1500W | DQ-PTF2000W Popular | DQ-PTF3000W |
|---|---|---|---|
| Laser Wavelength | 1064nm | 1064nm | 1064nm |
| Output Power | 1,500W | 2,000W | 3,000W |
| Max Pulse Energy | 70 J | 100 J | 150 J |
| Max Peak Power | 7 kV | 9 kV | 13 kV |
| Pulse Width | 0-15ms | 0-15ms | 0-15ms |
| Repetition Frequency | 1-200 Hz | 1-200 Hz | 1-200 Hz |
| Energy Fluctuation | <±2% | <±2% | <±2% |
| Positioning Method | Laser Diode Red Light (CCD) | Laser Diode Red Light (CCD) | Laser Diode Red Light (CCD) |
| Cooling Method | External Chiller | External Chiller | External Chiller |
| Power Consumption | 11 kW | 14 kW | 19 kW |
| Power Supply | AC 380V ±15% 50/60 Hz |
AC 380V ±15% 50/60 Hz |
AC 380V ±15% 50/60 Hz |
ENGINEERED TO ELIMINATE
WELD DEFECTS
Every Daqing robot laser welding workstation integrates six core functions designed to address the most common failure points in high-volume structural welding.
Stable Arc Start & Arc End Control
Consistent arc initiation and controlled arc termination across every weld cycle. Eliminates the inconsistent start-stop quality that plagues semi-automatic processes in high-volume production.
Intelligent Wire Retraction
Smart wire retraction prevents wire sticking at arc termination -- a leading cause of downtime and weld rework. Reduces unplanned stops and maintains consistent wire-to-workpiece geometry.
Crater Fill Function
Eliminates porosity and surface pitting at weld termination points. The crater-fill cycle automatically compensates for shrinkage, producing a smooth, defect-free bead end on every pass.
Wire Feed Adjustment During Welding
Wire feed rate can be dynamically adjusted during a single welding pass -- enabling precise control over bead geometry and fill volume without interrupting the production cycle.
Multi-Sensor Monitoring & Temperature Control
Multi-level sensor arrays monitor weld process parameters in real time. The integrated temperature control system maintains consistent thermal conditions across extended production runs -- critical for automotive and new energy battery applications.
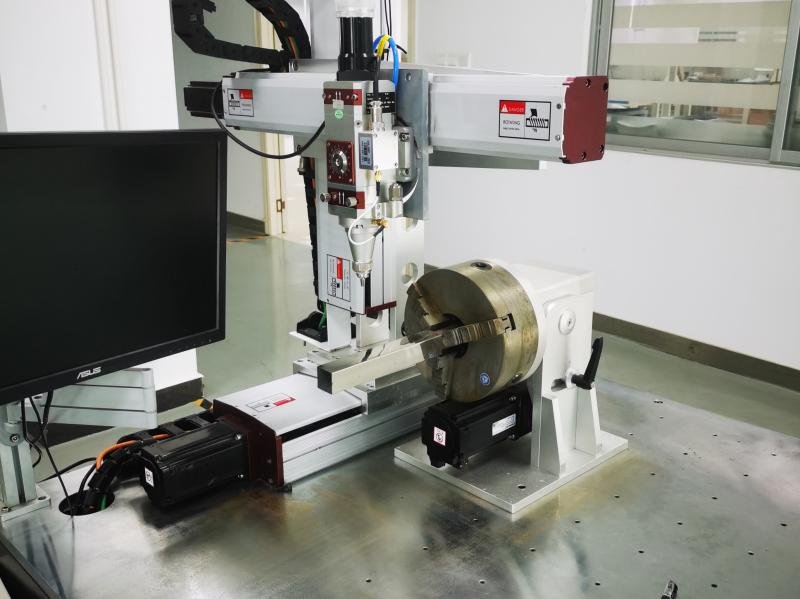
Swing Welding / Deep Penetration / Thin Sheet
Galvo-controlled swing welding achieves weld seam widths up to 2mm. The same platform handles deep penetration structural welds (5-5.5mm steel) and precision thin-sheet applications -- without changing the machine configuration.
BUILT FOR YOUR
INDUSTRY
Daqing robot laser welding workstations are deployed across four primary manufacturing sectors -- each with specific weld quality, throughput, and automation requirements.

Automotive Parts
Flywheel assemblies, clutch discs, gear components, and structural brackets. Robot laser welding delivers the zero-defect weld seams required for safety-critical automotive applications.
Steel Structures
High-volume structural steel welding for construction projects across UAE and Saudi Arabia. Consistent penetration depth and bead geometry on carbon steel profiles, beams, and brackets.

Metal Furniture
Stainless steel and carbon steel furniture frames, shelving units, display racks, and kitchen equipment. Robot welding eliminates distortion and surface finishing rework on visible weld seams.
Engineering Projects
Custom automation integration for engineering fabrication projects. Daqing provides full PLC integration, non-standard fixture design, and on-site installation support -- aligned with Saudi Vision 2030 manufacturing investment timelines.
Not sure which model fits your application? Submit your material specifications and production requirements -- our engineering team will run a sample test (3-7 days) and provide documented weld results before you commit to an order.
COMMON QUESTIONS
FROM BUYERS
Answers to the most frequently asked questions from procurement managers and engineering directors evaluating robot laser welding workstations for the first time.
Our engineering team responds within 24 hours. Describe your application and we'll provide specific technical recommendations.
Contact Our EngineersHow much faster is robot laser welding compared to MIG or TIG welding?
Daqing robot laser welding workstations operate at 5× the speed of conventional welding methods, including MIG and TIG processes. This speed advantage is achieved through continuous high-power laser output, automated arc-start and arc-end control, and elimination of manual repositioning time -- significantly increasing throughput while reducing per-part labor cost. For structural steel fabrication in Dubai or Riyadh, this translates directly to higher order capacity without adding headcount.
What is the maximum steel penetration depth?
The robot laser welding workstation achieves penetration of 5-5.5mm in steel and up to 4mm in aluminum under optimal conditions. These figures are validated through Daqing's process validation stage -- real-material weld tests on customer-specified substrates with documented penetration depth measurements. For full penetration welds on thinner sections (under 3mm steel or 2mm aluminum), all-metal through-weld capability is supported.
Can the system handle different fixture configurations?
Yes. Daqing provides custom non-standard fixture design with delivery in 7-15 days. Both single-station and dual-station configurations are supported, with full automation integration available for high-volume production lines. Fixtures are designed to your part geometry and verified against design tolerances before dispatch. PLC integration is standard, enabling seamless connection to existing production line control systems.
What is the standard equipment lead time and what support is included?
Standard robot laser welding workstations ship within 15-30 days from order confirmation. Non-standard automation projects are scheduled based on project scope. All orders include on-site installation and commissioning, operator training, full technical documentation, and ongoing remote technical support. Spare parts supply is maintained for the full product lifespan. For buyers in UAE and Saudi Arabia, Daqing provides CE compliance documentation and full import technical support.
Is sample testing available before placing an order?
Yes. Daqing offers a sample testing service with a 3-7 day turnaround. Submit your material specifications, part geometry, and weld quality requirements -- our engineering team will conduct real-material weld tests and provide documented results including penetration depth, bead width, surface finish, and process parameters. This allows you to validate performance against your production standards before committing to an order.